I have removed the email contact and decided it is probably better if you contact me via my YouTube videos. Just make a comment or direct message, there is a much better chance of me seeing and responding to messages this way.
Two new videos on my YouTube channel: Machine Shop in a Garage
Making a splined thumb screw on the KX1 CNC
Pressure turning on the Mini Lathe to make brass discs
Please go to the drop menu in the header bar, and select ‘Videos’ . There are a few videos now to choose from. The link will take you straight to YouTube and my channel.
Hello and welcome to 2021, hopefully it will be a bit more fun than 2020!
But anyway have a look at the videos posted recently, the latest one for 2021 is a short video making a small pipe centre for the Mini Lathe, which didn’t turn out exactly as planned, but it works okay.
For videos go to the main header drop down ‘VIDEOS’ menu and scroll down the links to my YouTube channel ‘Machine Shop in a Garage’.
Over the past few weeks and months I have been volunteering with the engineering team on the historic 1903 steam tug The Daniel Adamson ‘The Danny’.
We have a workshop where I can machine parts. These parts in the photos are the valve rods from the port and starboard circulating pumps. They are connected to the valve slider via the eccentrics. The old rods were showing some sign of wear on the bronze bushings and also wear on the gland packing area.
New rods to be machined out of 50mm dia EN8
A quick visit to the local steel stockholder and we came back with two lengths of 50mm diameter medium carbon EN8 steel, which is suitable for low stress connecting rods and shafts, and is also relatively easy to machine.
First step is to rough machine to size
The rods were roughed out to length and basic shape, then the square end was machined on the mill, then returned to the lathe for finishing and screw threading (5/8″BSW).
Then machine to size and mill the square. The round stub end is to make it easy to hold in the chuck and is parted off later
New bronze bushes were made to a tight interference fit, then finished bored to size on the mill. The ends were radiused on the mill.
Finish boring for the bronze bushings
They fit great on the pumps and at the time of writing we had the port pump assembled and tested on air, and the starboard pump part completed.
Old rods and the new part machined rods, and also a part machined hard brass valve spindle for another job
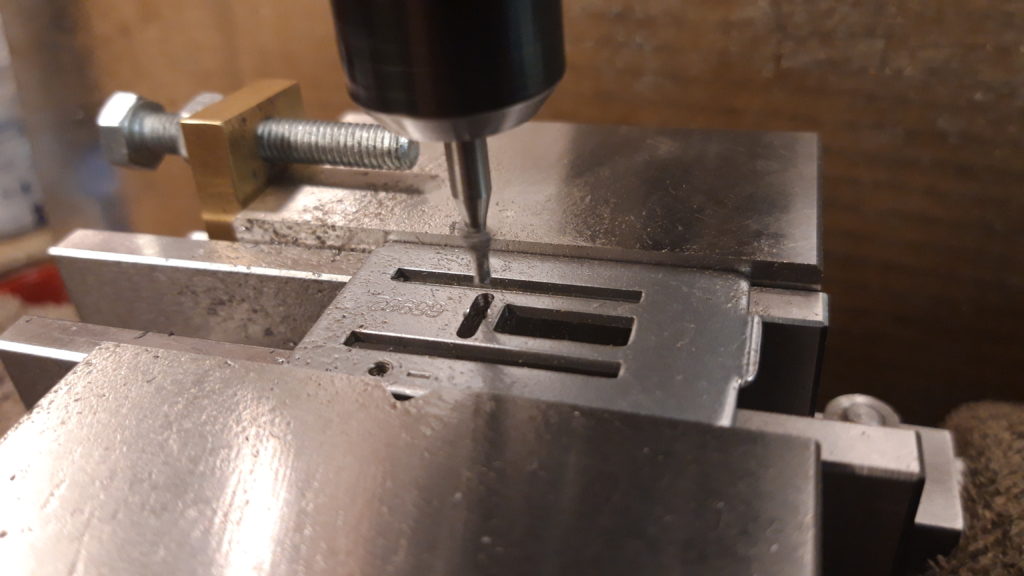
Here is a small but quite technical little job for an old sewing machine. The machine is used frequently to make fancy dress costumes and the like, mostly using tough fabric, resulting in deflection of the sewing needle, which then hits the detachable guide plate. After a while the plate is damaged or broken, the resulting sharp edges snag the fabric and make the machine unusable.
Because the machine has been out of production for a good number of years, spares are very hard to come by, or non existent. This type of detachable plate is unobtainable.
I was asked to adapt a spare detachable plate and make a spare one from a complete solid different plate. The supplied detachable plate had a round hole for the needle guide, which then needed to be slotted to allow zig zag stitches to be produced.
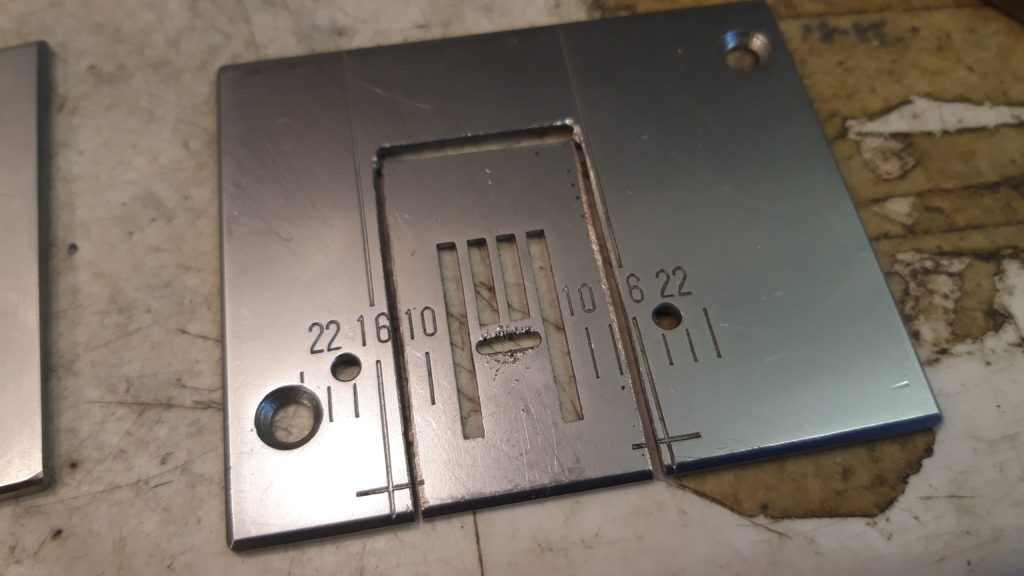
Here are the supplied plates. On the right is a unused detachable plate with a round needle guide which will need slotting. And a larger used different model plate from which I made a new small plate from.Slotting the needle guide with a 2mm diameter end millMilling the locating catch/tabReplacement detachable plate is sawn out from a larger different solid model plate. Then all sides were machined to size. One of the central bars was removed also.Finished plates with locating spring attached
The finished detachable plates fit well into the main plate and should last a long time
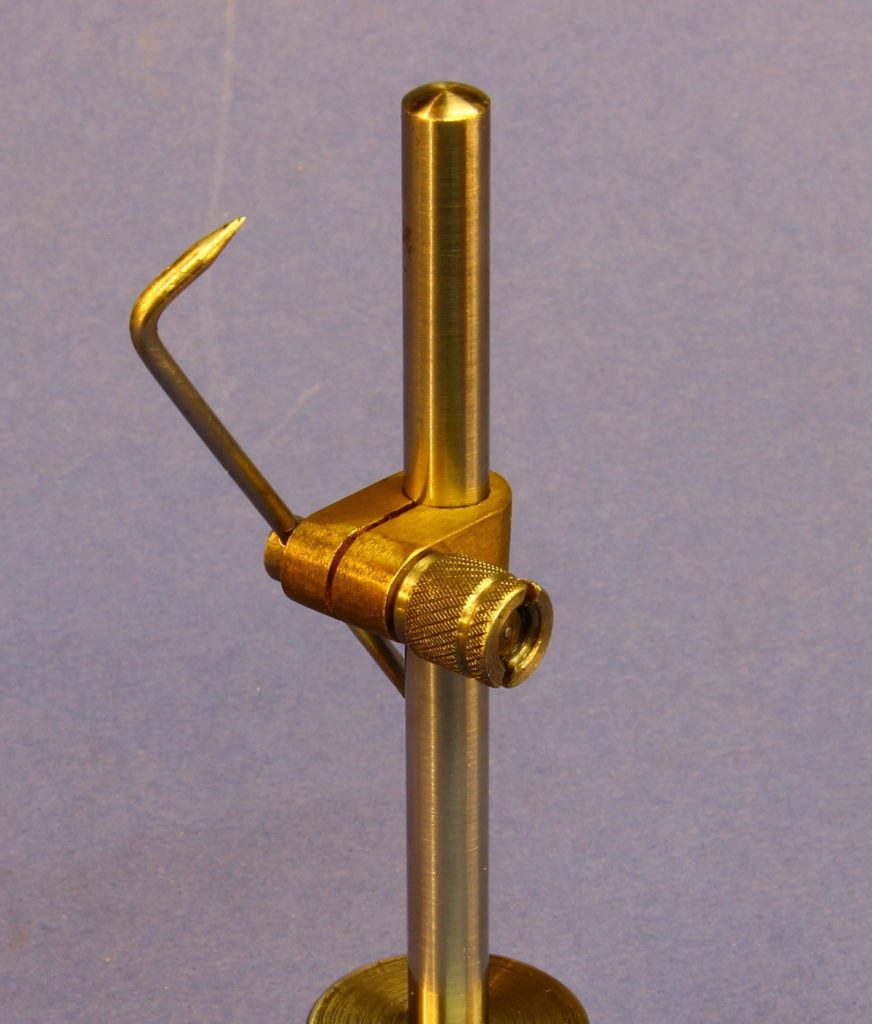
This is a new pointer holder clamp to replace one I made many years ago. The old clamp is just a piece of brass hack-sawed and filed to shape, with a 1/4″ UNC bolt and mystery nut to hold the pointer firmly.
This is the new sparkly clamp
The new clamp is made from a piece of 3/8″ x 3/4″ mild steel bar. The opposing radii was milled and filed to shape, and a 1mm wide slitting saw was used to make the slot.
Silver steel (tool steel) was used to make the nut, sleeve and spindle. I used the KX1 4th axis to mill 18 straight flutes on the nut, I think straight flutes look and feel better than a traditional knurl.
This is the old tired clamp
The clamp is secured to a silver steel column fixed to a magnetic base, at about 5″ tall it is a very handy tool to use on the milling machine to point to a datum mark on the table, to act as an idiot guide to where my zero is on the dial.