This is a simple to use dividing head, mounted on a plate for clamping onto a milling table, it is quick to use and compact. The purpose of building this is because my small milling machine has a lack of head room for devices like this.
The circular plate ring is part of the internal clutch from a winch, which required only minimal machining to accept a previously made aluminium adaptor plate for the chuck. The holes are for the chuck securing bolts. I have not got photos of making the clamps and handles.
To get the correct indexing spacing for the graduations I found an old timing disc given away free in Classic Bike magazine years ago (I don’t throw anything away!) mounted on the lathe spindle with a pointer made of scrap it will be plenty accurate enough.
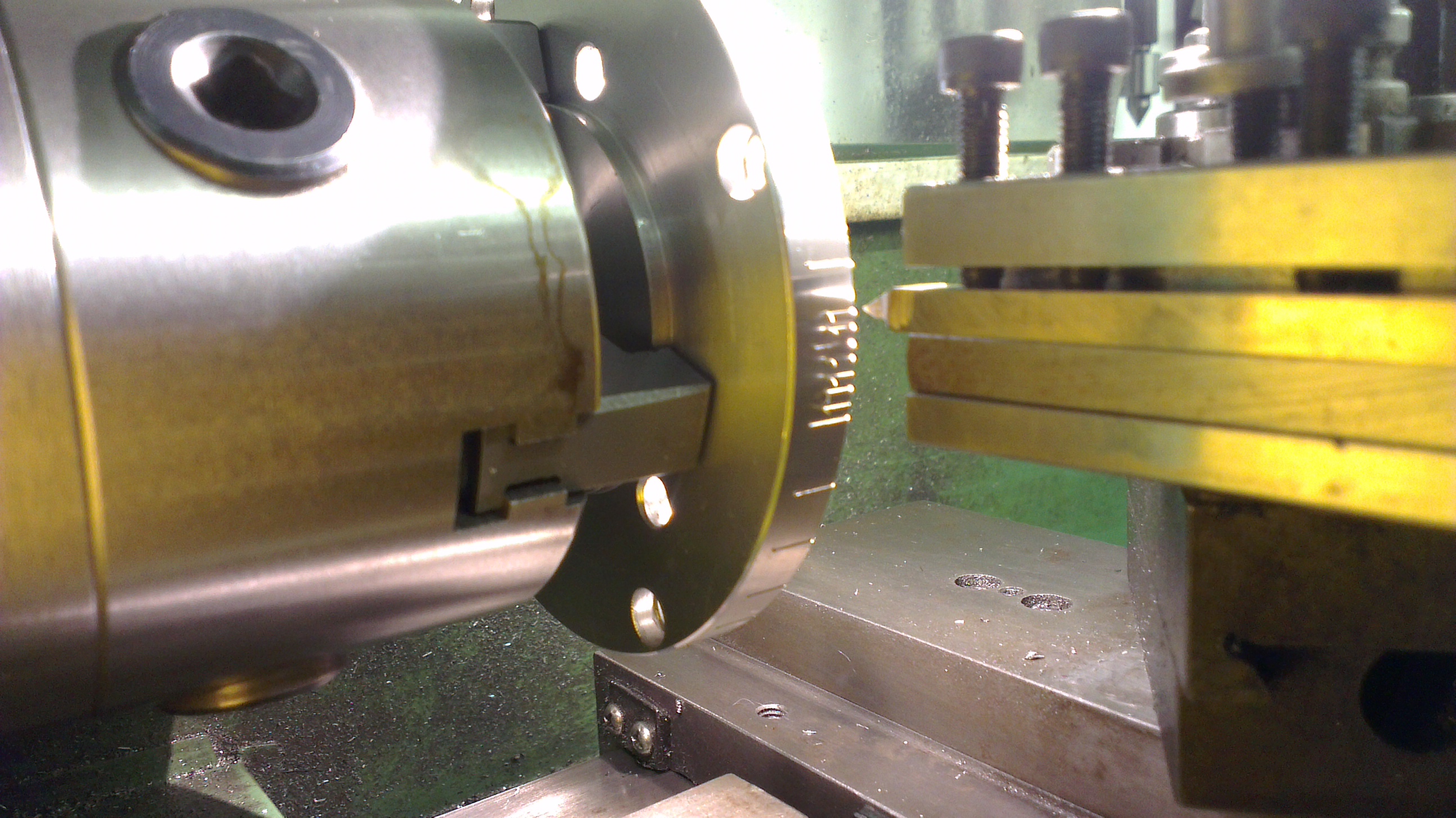
Now I need to scribe the indexing marks on the circumference. Using a sharp pointed high speed steel tool clamped sideways in the tool post, I can now scribe the necessary lines. I decided to do the 10 deg markings first, this would be 36 graduations about 3/8″ long. To ensure a good clear line I had to traverse the tool two or three thou depth at each pass, with a couple of spring passes. Ten thou deep is enough.
The 10 deg graduations are done now for the 1 deg graduations all in all 360 lines at five or six passes each that’s a lot of passes. To make it easier I put a steel stop block on the lathe bed and just bumped the saddle up to it. The 1 deg lines are a bit shorter than the 10 deg
Steel stop block on lathe bed.
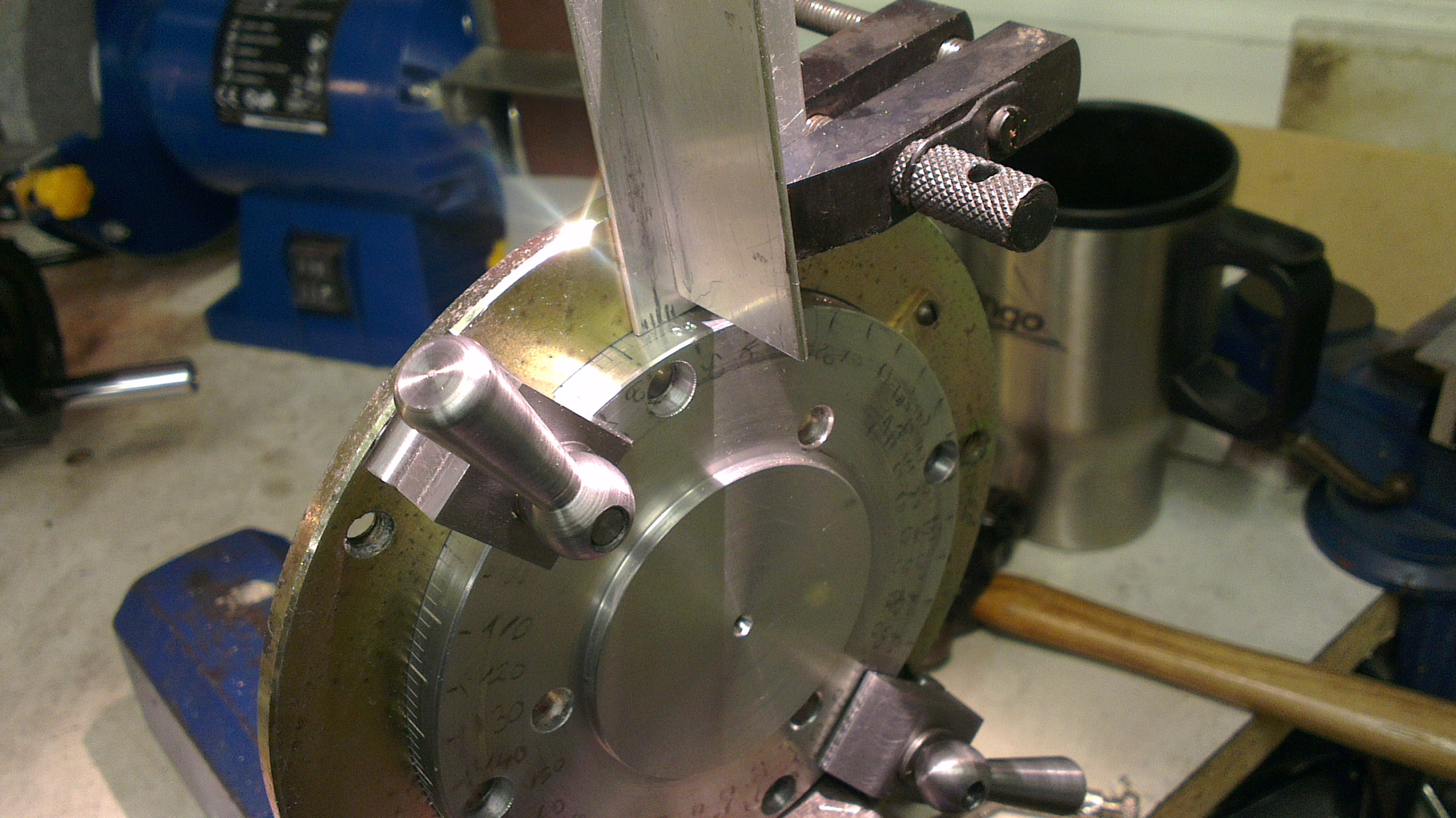
For the indicator I filed down a small piece of brass to a pleasing shape and screwed it to the base. It works well and is clear and easy to see the graduations
Now I need to start the numbering of the graduations. So a simple jig to align the number punches in line with the centre of the plate was cobbled together. It’s important to align the punches radially or the numbers will be misaligned
Aligning the number punch radially. To ensure consistency, I marked in pencil all the 10 deg markings, and marked where the middle, first and second numbers would be, and it was a challenge to remember which way to number first, because I was stamping them upside down! Gentle taps on the hammer were required to get a decent clear imprint.
The end result is pretty good. This photo shows the dividing head clamped to the milling table ready to use. My first job was to make a thumb screw for my Mini lathe cross slide dial. See ‘Using the simple dividing head’ in the Projects Completed menu.