This is going to be the steam chest. It is made from a solid piece of brass flat bar. It is machined all over then marked out with the basic dimensions then machined to final size.


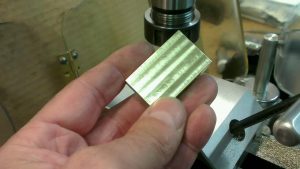
Using my homemade vertical height gauge the finish dimensions are marked out. A felt tip pen does a good job as marking out ink.



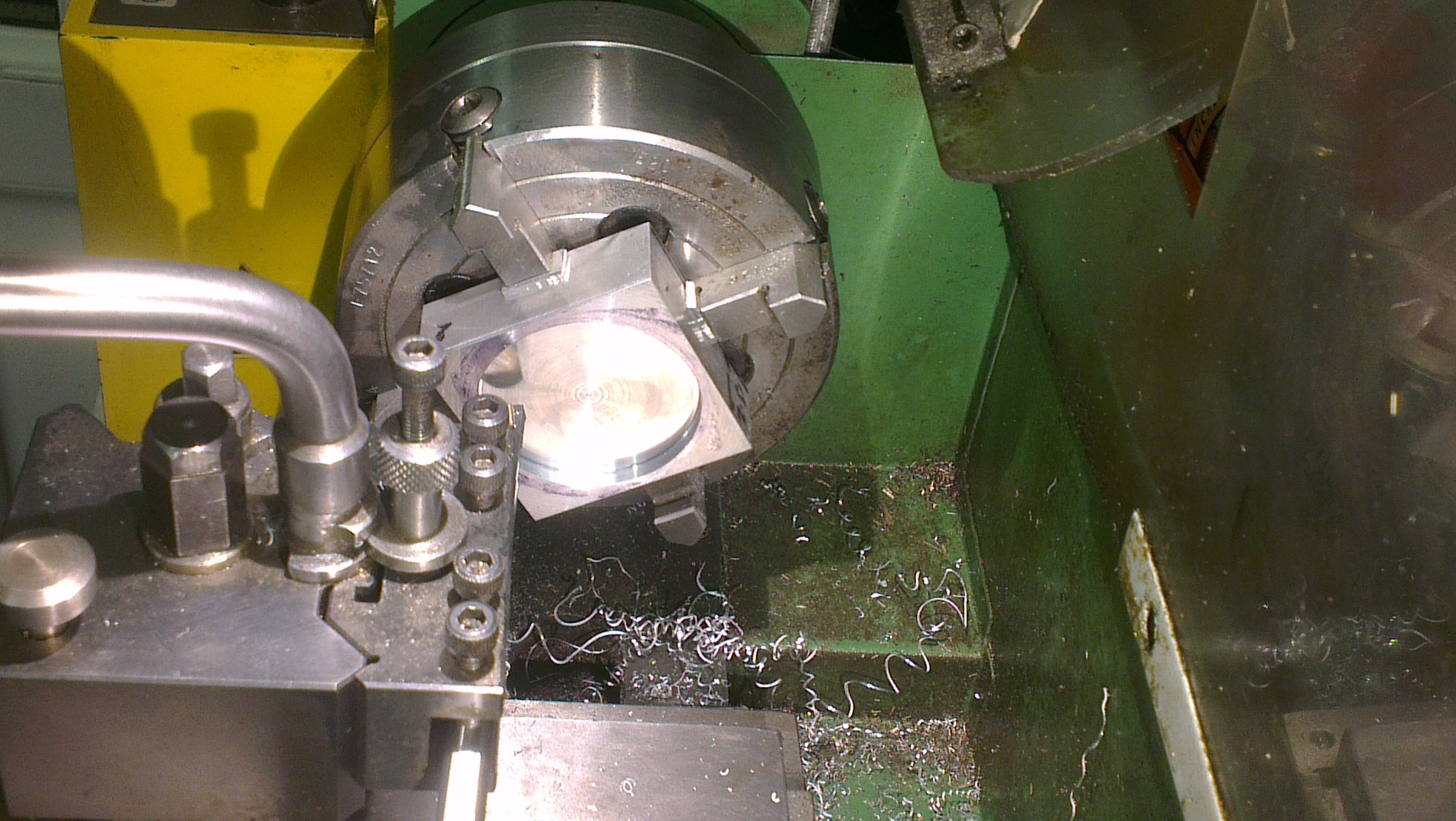
The four jaw chuck is used to align the offset screwed boss and 2mm Diameter hole. The boss is screwed 3/16″ x 40tpi for a steam fitting.

To align the centre of the offset hole I used a pointer mounted between the tail stock and centre pop. The square is used to align the faces of the brass block to the face of the chuck. Then final adjustment is made with the dial indicator.

The screwed boss is drilled and reamed 2mm diameter
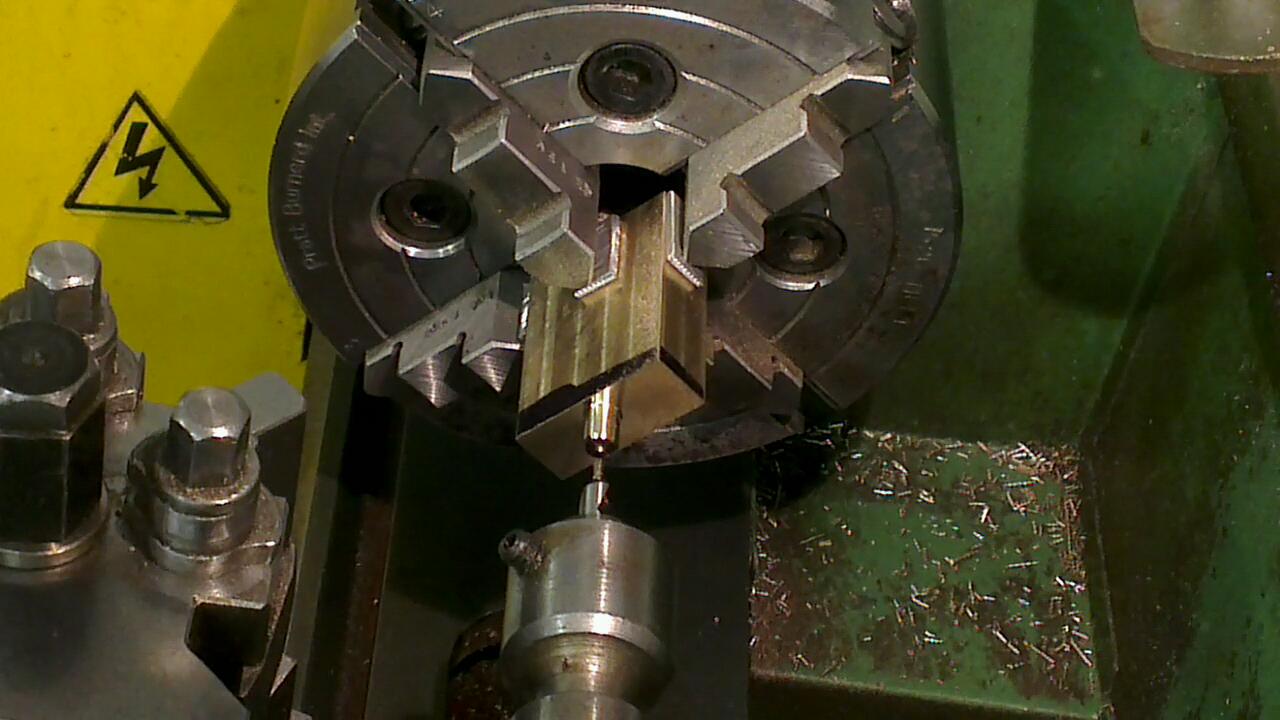
Screwing the 3/16″ x 40 thread with a die and holder supported by the tail stock to aid alignment.

The centre oblong hole is drilled and sawed out to remove as much brass as possible, this makes the milling operation easier on the 6mm end mill. And it is quicker too!
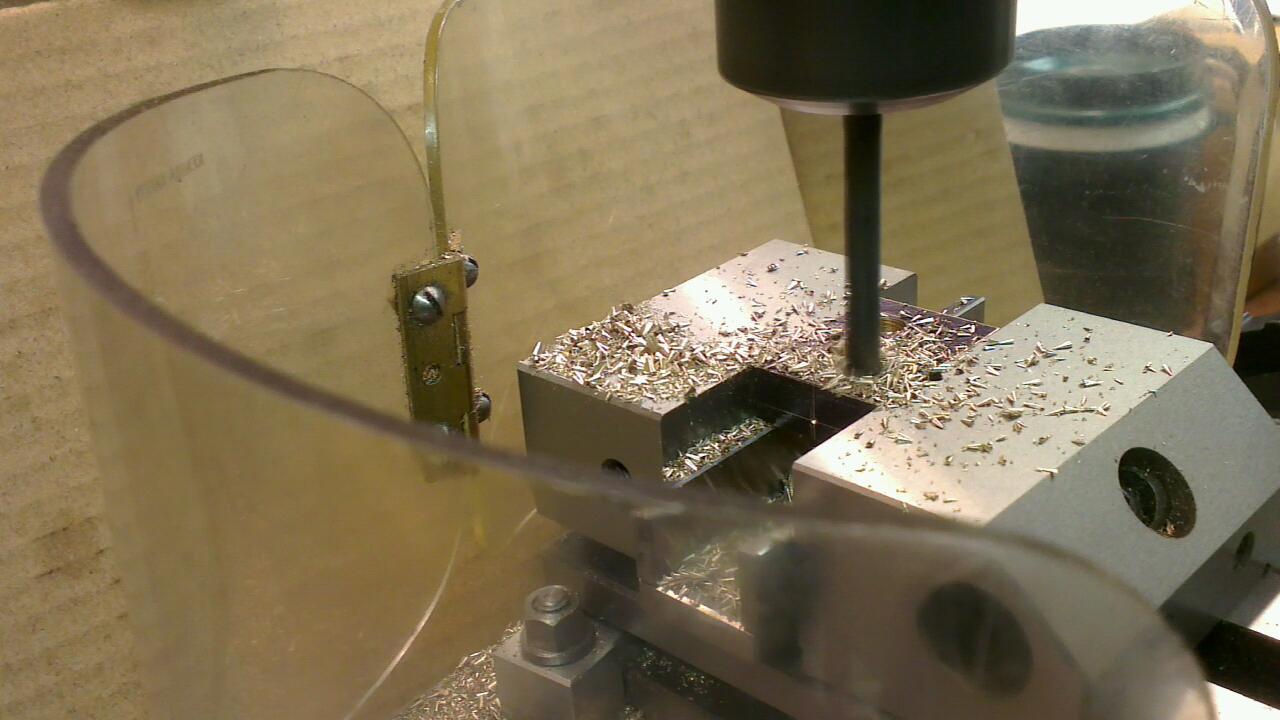


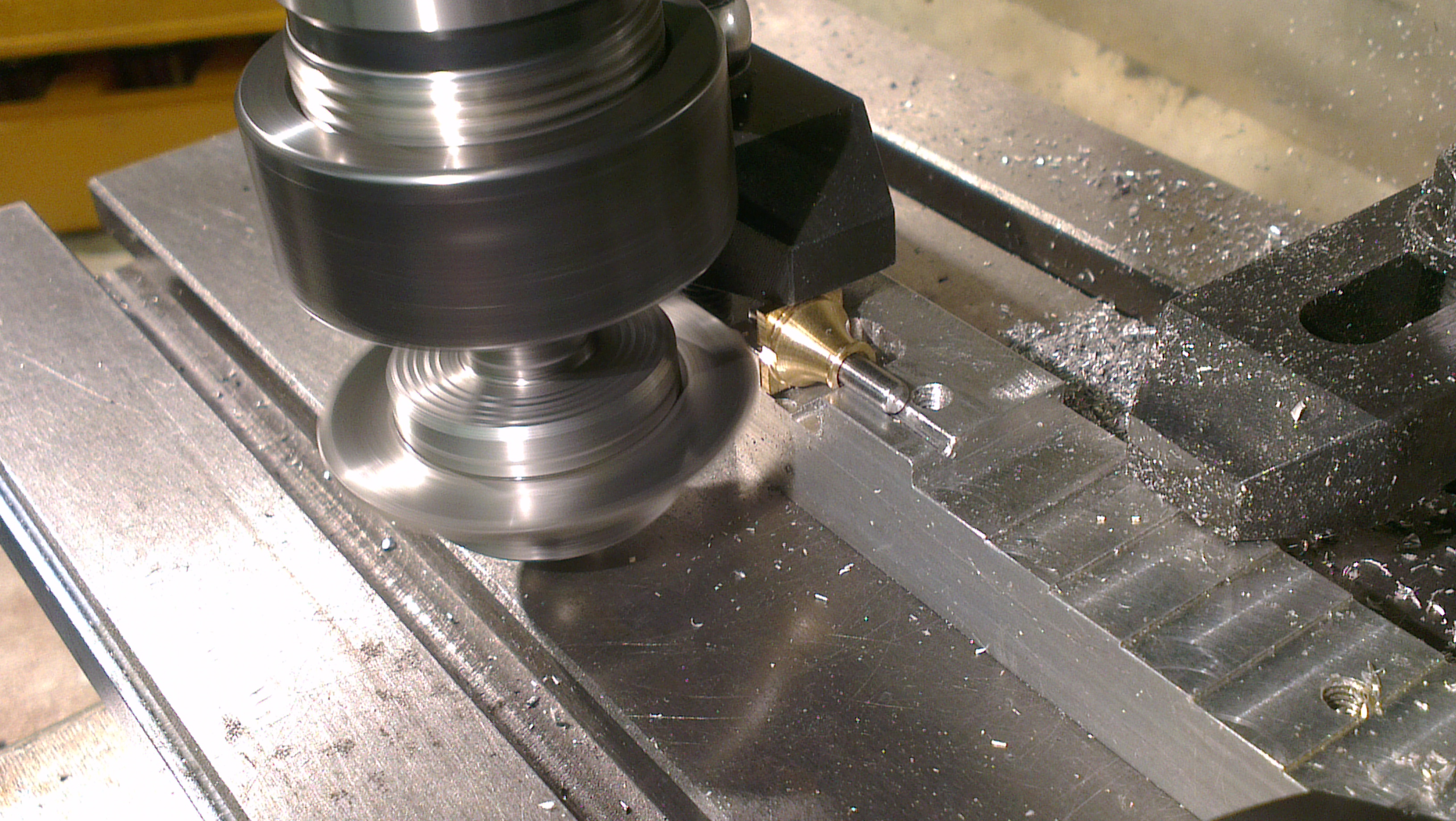
The corners are sharpened up by using a 3mm end mill.

Two holes are drilled and tapped 2mm

And the bottom hole is drilled and tapped 3/16″ x 40 for a steam fitting.

Six mounting holes are spot faced then drilled 2.2 clearance. The holes are located by using a small jig for accuracy. I will use this same jig on the steam chest cover and the piston housing.


After a final clean up with fine wet or dry, the steam chest is complete.