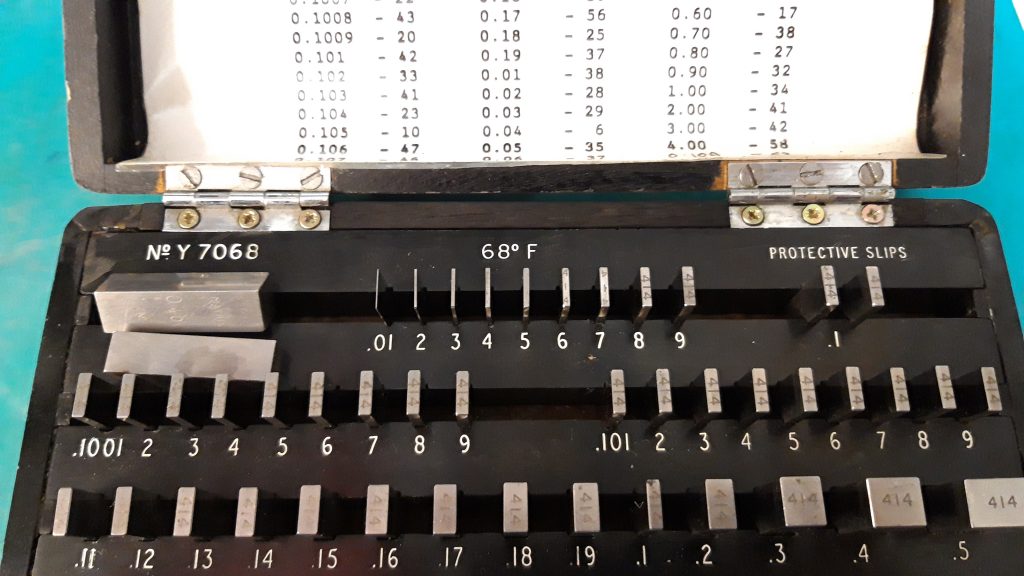
My latest addition to the workshop is a set of Imperial Gauge Blocks. It’s a 50 piece set made by Coventry Gauge and Tool (Matrix), complete and all matched serial numbered. Last used by Rolls Royce in 1996 it is still extremely accurate and should be a very useful addition to my measuring equipment.
The box is made of Bakelite and was damaged at the hinge side which needed a hardwood repair, and with the lettering re-whitened it all looks good.
Repairing the damaged boxRepairing the damaged box with a piece of hardwoodThe complete set with the repair still visible. Calibration certificate is shown too.
The all new spindle assembly has been fitted to the KX1 and is now spinning a lot sweeter and quieter. The run-out is negligible which is okay for a hobby machine tool.
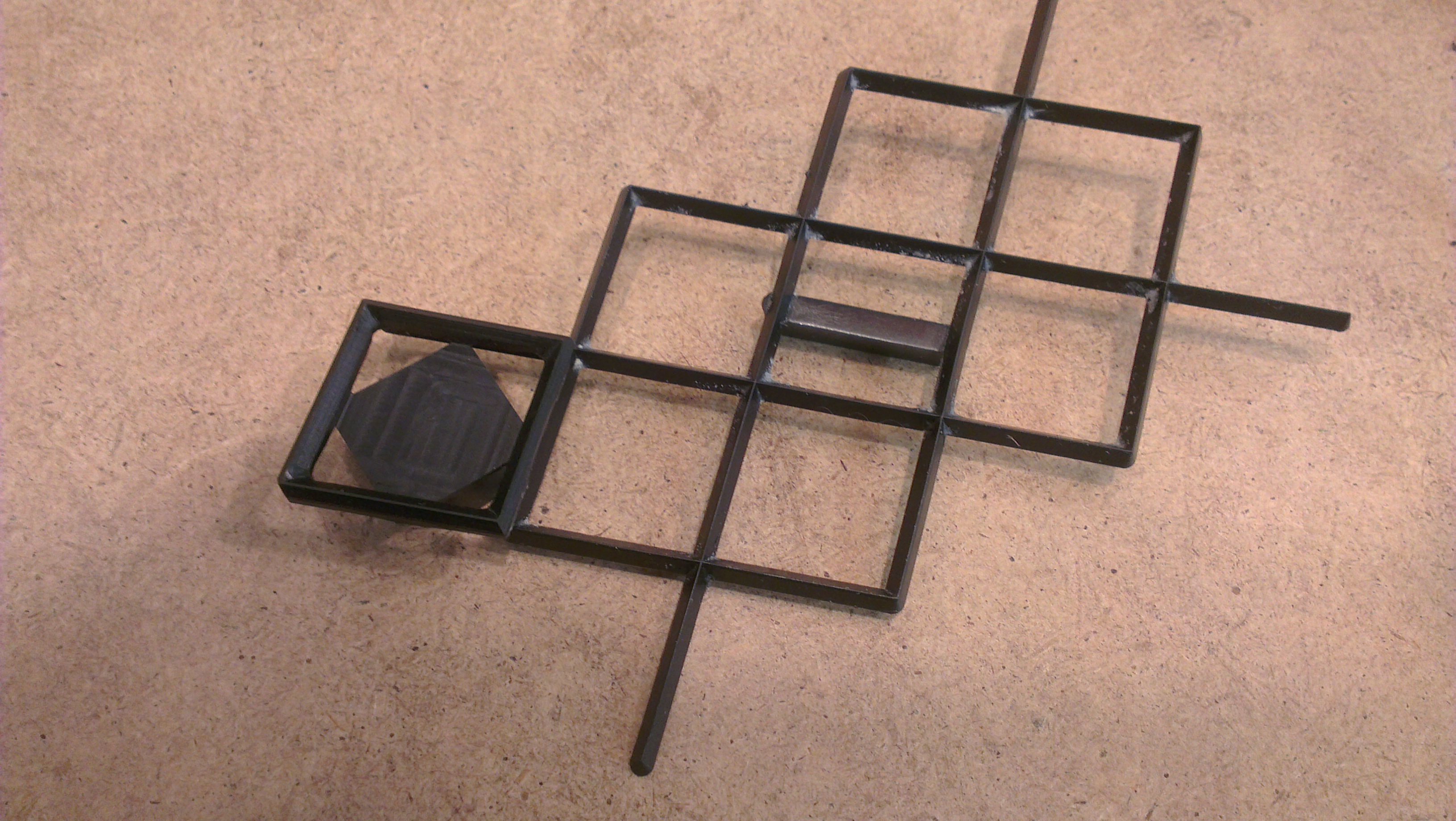
To test it out I have made the complicated ‘Tesla Valve’, which took about three and half hours to machine with a 3mm diameter end mill to machine the curves and tabs. CAD/CAM was done with Vectric Cut2D and Mach3 control.
This is a reproduction of Nikola Tesla’s ‘Valvular Conduit’ more commonly known as the ‘Tesla Valve’.
He patented this valve in 1920 but never actually made one! My reproduction has been copied from his original US patent. Some guesswork was needed as the patent drawings are not very sharp or crisp.
The buckets and diverter tabs are designed to offer resistance to liquid flow in one direction and preferential flow in the other, it works like a slightly leaking valve. It is often incorrectly referred to as a one way valve.
The ball bearings show how the tabs and buckets give resistance to the flow of liquid by getting trapped, resulting in a blockage in one direction. In the other direction the liquid flows very easily due to the angle of the diverter tabs giving a preferential flow.
Made of aluminium and perspex with brass screws and chromed ball bearings. Machined on the KX1 CNC mill.
This is a small holder for 1/8th” diameter solid carbide engraving bits. Mainly to be used on the Sieg KX1 CNC, although it can be used on my Micro Mill.
Made out of 3/4″ diameter chrome moly bar it will fit into the ER25 collet chuck, held in by a 12mm collet.
The locating hole was made by using steadily larger drills as I haven’t got a 3mm diameter reamer, I used a 3mm drill. The surface finish was improved by using a small rolled up piece of emery cloth. The result is a smooth sliding fit with virtually no play at all. Runout is about 3 tenths of a thou! pretty good I think.
A 3/16th” Whitworth grub screw is used to hold the bit firmly in place. A finishing touch was to stamp ‘1/8’ on the diameter.
I have a few engraving projects in the pipeline and will post them up here when I can.
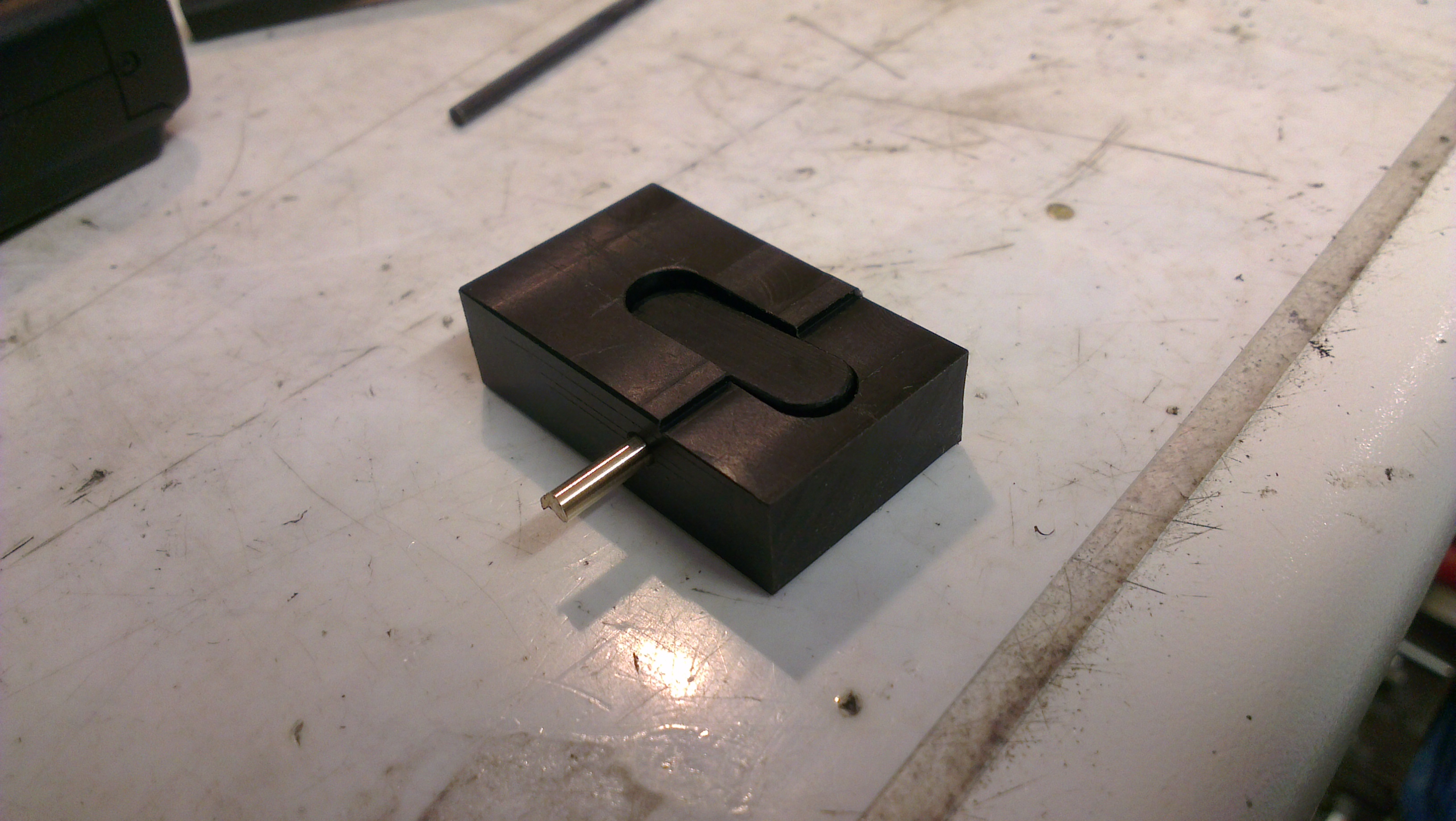
Something a little bit different. This is a cake icing decorating stamp, or more correctly it makes a diamond imprint into the icing to make a quilt type pattern.
A friend, who is a master cake maker, buys the propriety stamps which are flat, and made of a fragile plastic. They have a number of diamond shapes to enable a large area to be imprinted, but the problem is that the plastic breaks when imprinting a curved area. So I was asked to make one segment which would enable the imprint to be made with a lot more precision, and which could be built up as required.
I made the stamp out of black Acetal which is food grade. It was a little trickier to make than I thought, because it is a diamond not a square, the sides are approximately 5 degrees off square. A 3mm end mill was used to rough out the middle and using the simple dividing head I angled the Acetal block to make the basic shape. I then used a small 90 degree chamferring cutter to make the sharp edges, and milled out the back face to make alignment easier. The chamferring cutter worked well on the outer edges, but left a radius on the inside edge which had to be cut out with a scalpel to give a sharp inner corner.
And just to prove it actually worked, the cake master made me a cake! It tasted as nice as it looks too!
I have recently bought a precision tool makers milling vice. It is quite compact at 70mm jaw width but will do most of what I want to do on my machines.
But I wanted to have dedicated table clamps for the new vice, and had to make some, four to be precise.
So starting out with a short piece of aluminium bar I milled a step into it, this is so the clamps will sit nicely on the table, the step is just proud enough to allow the clamping force to be exerted onto the vice and give a firm grip. In the photo a 45 degree chamfer is being machined along the long edges for a more pleasing look.
The aluminium bar is cut into four pieces and milled on all sides to make all four pieces the same size.
I am using 6mm hold down studs made from 6mm bolts. A clearance hole is drilled into each clamp.
I had four spare Tee nuts so I didn’t need to make those.
Now I need four 6mm washer faced nuts. These are made from a length of 1/2″ diameter free cutting mild steel.
I machined them one at a time, transferring between the lathe and milling and back again, a bit tedious but it got the job done.
The hexagon flats were milled using the excellent ‘Stevensons collet block’ from Arc Euro Trade. All that is needed to make a hexagon is to grip the bar in the collet chuck and then mill a flat at the required depth and width, then undo the vice and rotate the collet block one flat and repeat until all six sides are completed. Then each nut was parted off in the lathe and chamfered.
The clamps work well and although they are made from aluminium they should give long service in my small workshop, if they were subjected to any heavy work I would make them out of mild steel.
This is a bespoke adapter for a compact camera, which will allow a disabled photographer who has only the use of her left hand, to use her camera again. I have also written it up as an article for issue 241 May 2016 Model Engineers Workshop.
Roughing out the Acetal plastic cradle for the camera body
A relief radius needed cutting into the cradle to allow the rotating bezel to function
This shows the method used to locate the tripod securing screw location. The base will be located through this screw hole (the thread is 1/4″ x 20)
The rotating left/right zoom control is on top of the camera, so I made a rough prototype fork to see if I could transfer the operation to a knurled wheel
This is a rocker which will operate the shutter button on top of the camera via a push rod and trigger
Top view showing position of zoom control fork and the aluminium push rod which will operate the shutter button via the rocker in the top plate
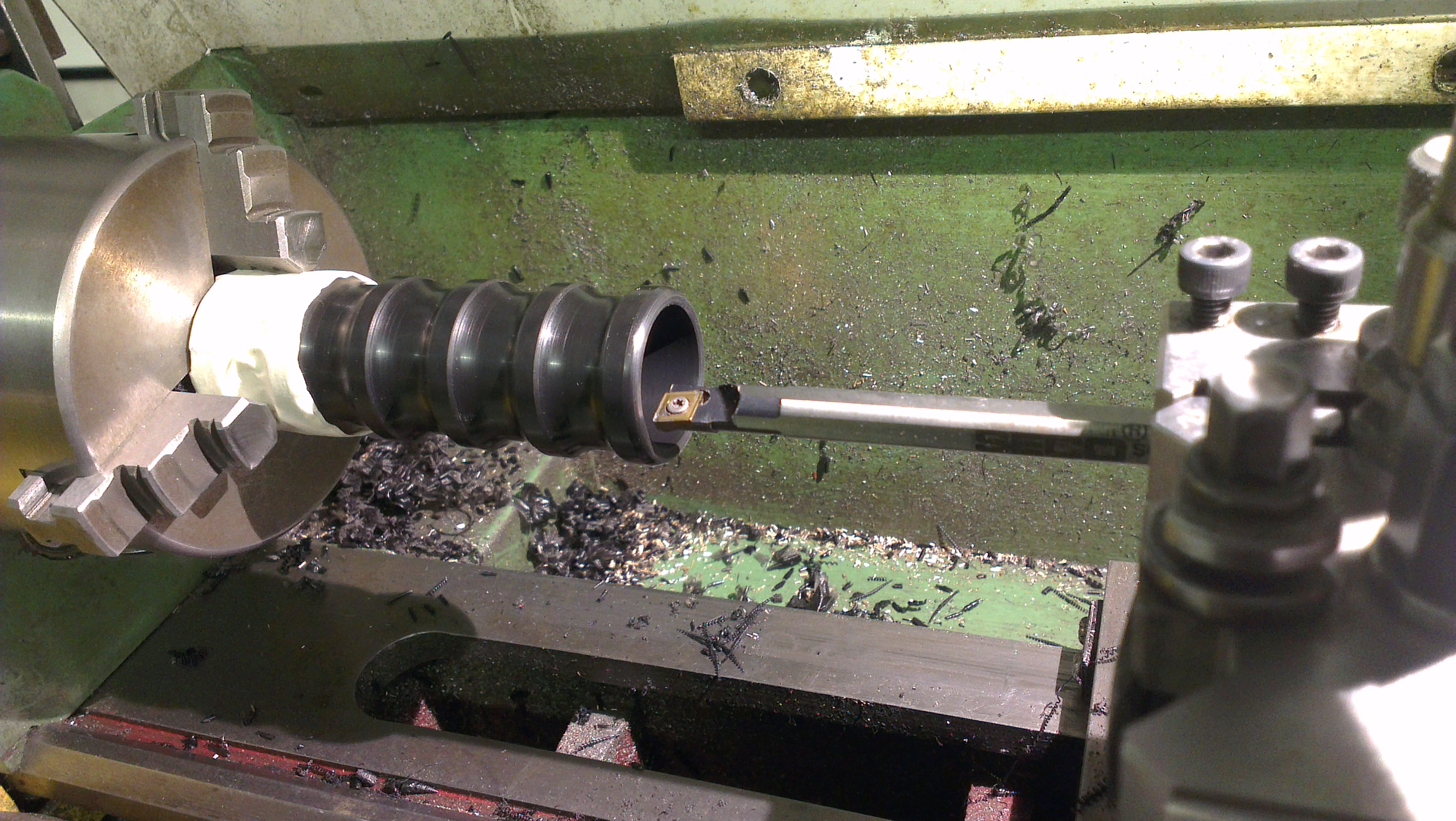
Boring out the handle to reduce weight. Finger grooves were machined using a 6mm radius cutter
The zoom roting wheel needed a square hole cutting into it for positive location onto the zoom fork. Deep knurls were machined into the wheel
Two of the four 6BA cheese head screws which will hold it all together
Homemade radius cutter to finish off the corners
Using the radius cutter on the base
Assembled showing the added white reference line for the function dial
Assembled and held in the left hand as it will be used. This photo shows the location of the shutter trigger and the zoom wheel