I have recently bought a precision tool makers milling vice. It is quite compact at 70mm jaw width but will do most of what I want to do on my machines.

But I wanted to have dedicated table clamps for the new vice, and had to make some, four to be precise.
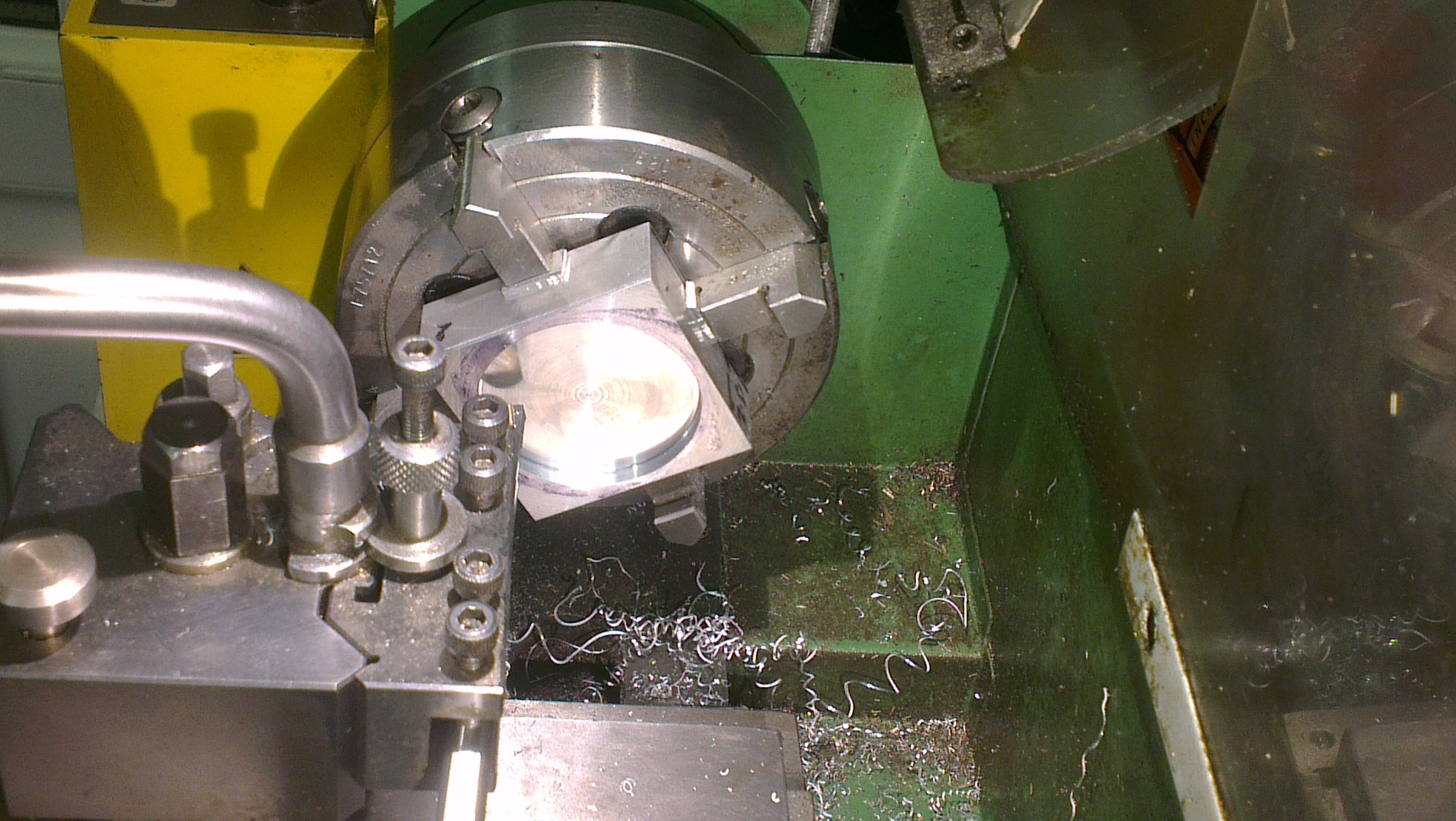
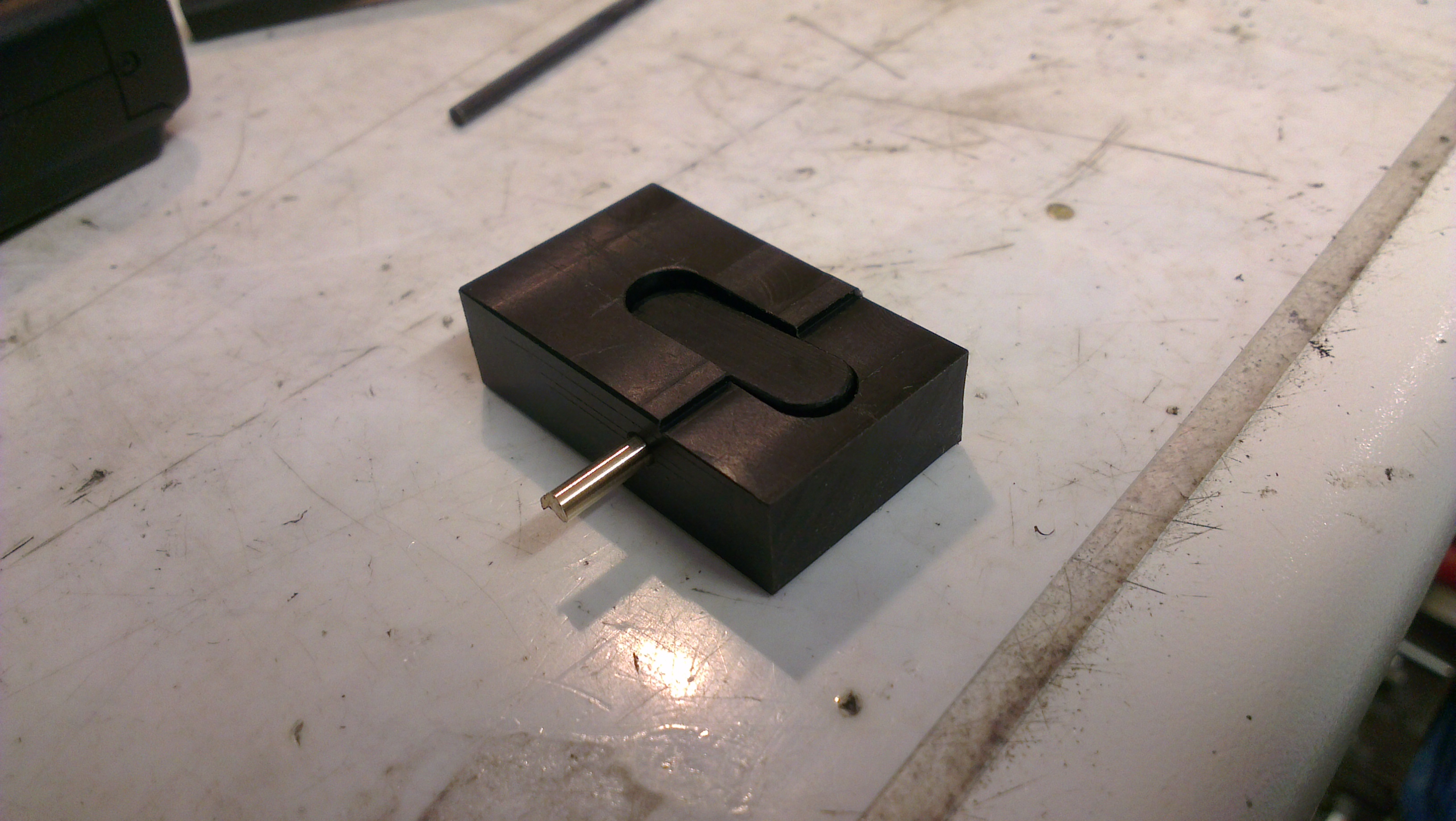
So starting out with a short piece of aluminium bar I milled a step into it, this is so the clamps will sit nicely on the table, the step is just proud enough to allow the clamping force to be exerted onto the vice and give a firm grip. In the photo a 45 degree chamfer is being machined along the long edges for a more pleasing look.

The aluminium bar is cut into four pieces and milled on all sides to make all four pieces the same size.
I am using 6mm hold down studs made from 6mm bolts. A clearance hole is drilled into each clamp.
I had four spare Tee nuts so I didn’t need to make those.
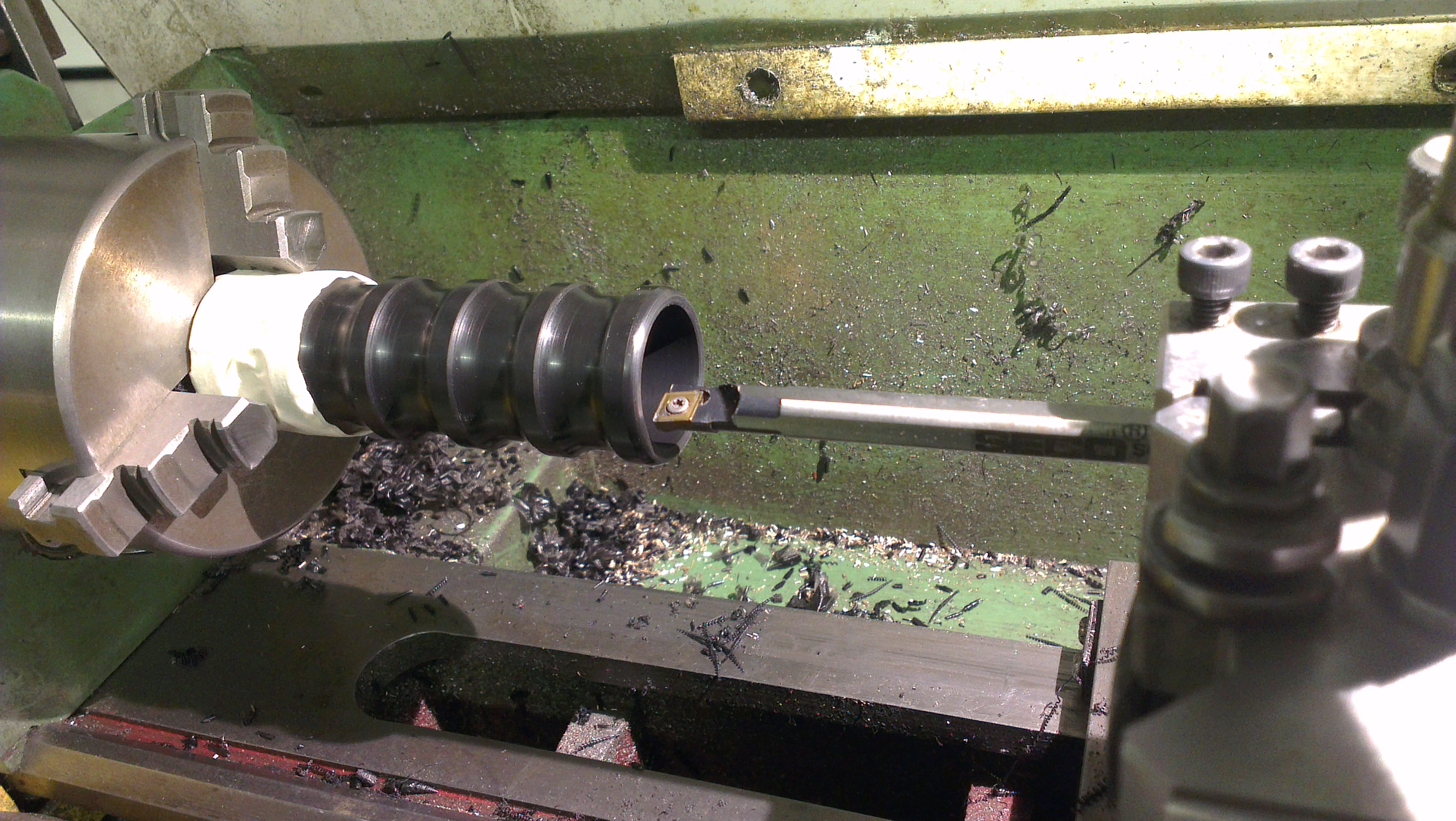
Now I need four 6mm washer faced nuts. These are made from a length of 1/2″ diameter free cutting mild steel.

I machined them one at a time, transferring between the lathe and milling and back again, a bit tedious but it got the job done.

The hexagon flats were milled using the excellent ‘Stevensons collet block’ from Arc Euro Trade. All that is needed to make a hexagon is to grip the bar in the collet chuck and then mill a flat at the required depth and width, then undo the vice and rotate the collet block one flat and repeat until all six sides are completed. Then each nut was parted off in the lathe and chamfered.

The clamps work well and although they are made from aluminium they should give long service in my small workshop, if they were subjected to any heavy work I would make them out of mild steel.